



Copyright ©
苏州金百科新材料科技有限公司
All rights reserved
备案号:
苏ICP备2022000459号-1
专业从事于
上海珍珠棉,昆山珍珠棉,苏州珍珠棉
, 欢迎来电咨询!
20年专注包装行业 源头工厂
珍珠棉片 | 珍珠棉袋 | 珍珠棉成型 | 气泡袋 | 气泡片 | 缠绕膜
139-1573-0349
189-5242-6166
20年专注包装行业 源头工厂
珍珠棉片 | 珍珠棉袋 | 珍珠棉成型 | 气泡袋 | 气泡片 | 缠绕膜
139-1573-0349
189-5242-6166

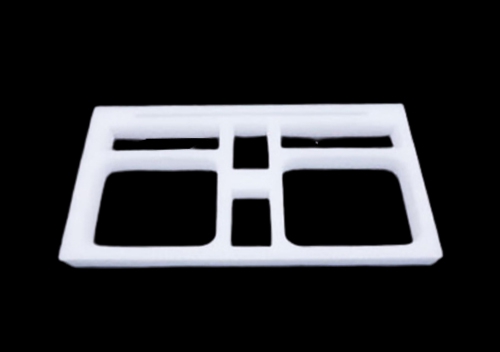
泡沫包装作为电视机、电冰箱、洗衣机、仪表等家电、电子产品的缓冲包装材料,使用广泛,包装的好坏既影响产品运输,也影响客户对整个产品的感官,上海珍珠棉泡沫包装的质量与模具的设计和生产中关键工艺控制密切相关。 一、泡沫包装模具设计
泡沫包装产品质量,首先关键因素是模具,模具影响产品的外在性状,也影响产品的生产。

1、明晰产品的用途。由于大多客户对EPS生产工艺不太熟悉,仅根据产品来设计,常常存在尺寸大小、边角、厚度、造型等问题,模具设计人员应该从技术上和客户沟通,了解产品实际用途,以及产品在使用中受力情况。
2、模具设计中的拔模斜度及尺寸的确定。考虑泡沫包装成型加工中脱模的便利,排水通畅,冷却快,EPS成型模具的设计与制造中,其内外均有一定的拔模斜度,一般取1~1.5°。此外由于EPS成型脱模后会产生收缩变形,一般考虑模具的尺寸需适当加放,加放比例为1~5‰。
3、模具壁厚,在保证强度基础上尽可能减小壁厚,以提高生产周期
4、料枪口的定位。根据不同成型品的厚薄、大小、选择不同的料枪口径。料枪口的位置应选择得当,背加料料口尽可能选择在制品辟较厚的部位或居中位置,侧加料料口应选择在产品壁薄的一侧,送料畅通的位置。若进料困难,产品批量大,可适当增加加料口。
5、模具设计中应选定一定的粗糙度和精度的加工要求。
二、生产关键工艺的控制
泡沫包装生产工艺包括:
原料→预发泡→熟化→成型→脱模→干燥→整理→出厂
在生产工艺过程中,预发泡工艺是其关键工序。在预发泡工序中应注意:
1、昆山珍珠棉根据不同产品的要求,选择不同的发泡密度。发泡密度既是影响质量关键因素,也是产品成本的关键因素。密度率过低,会增加成型品单耗,加大生产成本;过高,又会造成预发泡粒绉缩,影响成型口质量。所以每种产品先经过测算,再进行试生产,后面才能决定发泡密度。
2、生产过程中普通料与自熄料要分开,严防预发泡或打送料时将料共混,以免留下火患。
3、防止蒸气压力忽大忽小,保持稳定,原料滞留机内时间适宜、加料及出料速度均匀得当,粒度规格选择适宜。
4、选择合适的发泡剂,并确定好发泡剂添加量。
成型工艺的基本过程是:
合模→加料→加热→冷却→开模→脱模。应注意的是,根据不同产品的规格、尺寸、厚薄控制加热、水冷却时间的长短,一般加工成型过程中,水冷却时间占加工成型总循环时间的一半。
